咱们编好产品的程序,在数控加工中心上调试首件运转程序时,由于突然的原因终止了程序。当咱们再次运转程序时假如从头开始跑,岂不是浪费时间?这时候咱们就能够运用跳段的方法,接着从咱们中止程序的当地跑。下面给咱们谈谈数控加工中心操机时的四种跳段方法。
以下图为例:
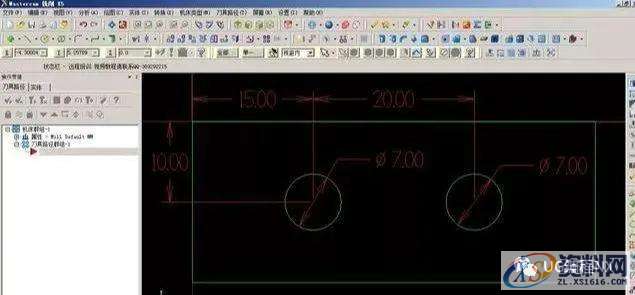
图(一)
CNC数控编程培训、塑胶模具设计培训,冲压模具设计培训,精雕、ZBrush圆雕培训、Solidworks产品设计培训、pro/E产品设计培训、AutoformR7工艺分析培训,潇洒职业培训学校线下、线上网络学习方式,随到随学,上班学习两不误,欢迎免费试学!
联系电话:18029180991(微信同号)QQ:3461766451
学习地址:东莞市横沥镇新城工业区兴业路121号-潇洒职业培训学校
1.运用次数K。(以钻孔为例)
假如第一个孔现已钻好,咱们终止了程序,能够在第一个孔的循环后边加个K0.,也就是钻孔零次,然后从头跑程序,跑到第一个孔时自然就越过去了。

2.结合机床面板上的单段。(以铣孔为例)
假如第一个孔现已铣好,咱们终止了程序,再跑程序时翻开面板上的单段,模式挑选自动,从第二段开始跑,跑完第二段,第三段程序,然后模式挑选编辑,用下方向键找到G0 G50那一段,再挑选自动,撤销单段,接着跑程序就行。留意需要用的刀具必定要在主轴上,不能再换刀具。


3.结合机床面板上的跳段。(以铣孔为例)
也是越过第一个孔,把第一个孔程序段前都输入跳段符号/,翻开机床面板上的跳段指令,然后直接跑程序即可。不想从事底层工作,想摆脱现状,想学习UG编程,可以找UG编程潇洒模具丹丹老师学习CNC数控。


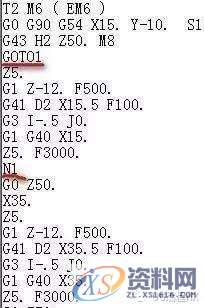
4.运用宏程序GOTOn。(以铣孔为例)
也是越过第一个孔,如下图,在树立刀具长度补偿的下面加上GOTO1,然后在G0 Z50.前加上N1,这样再跑程序的话,就不会再跑第一个孔了。

 粤公网安备 44190002004849号
粤公网安备 44190002004849号