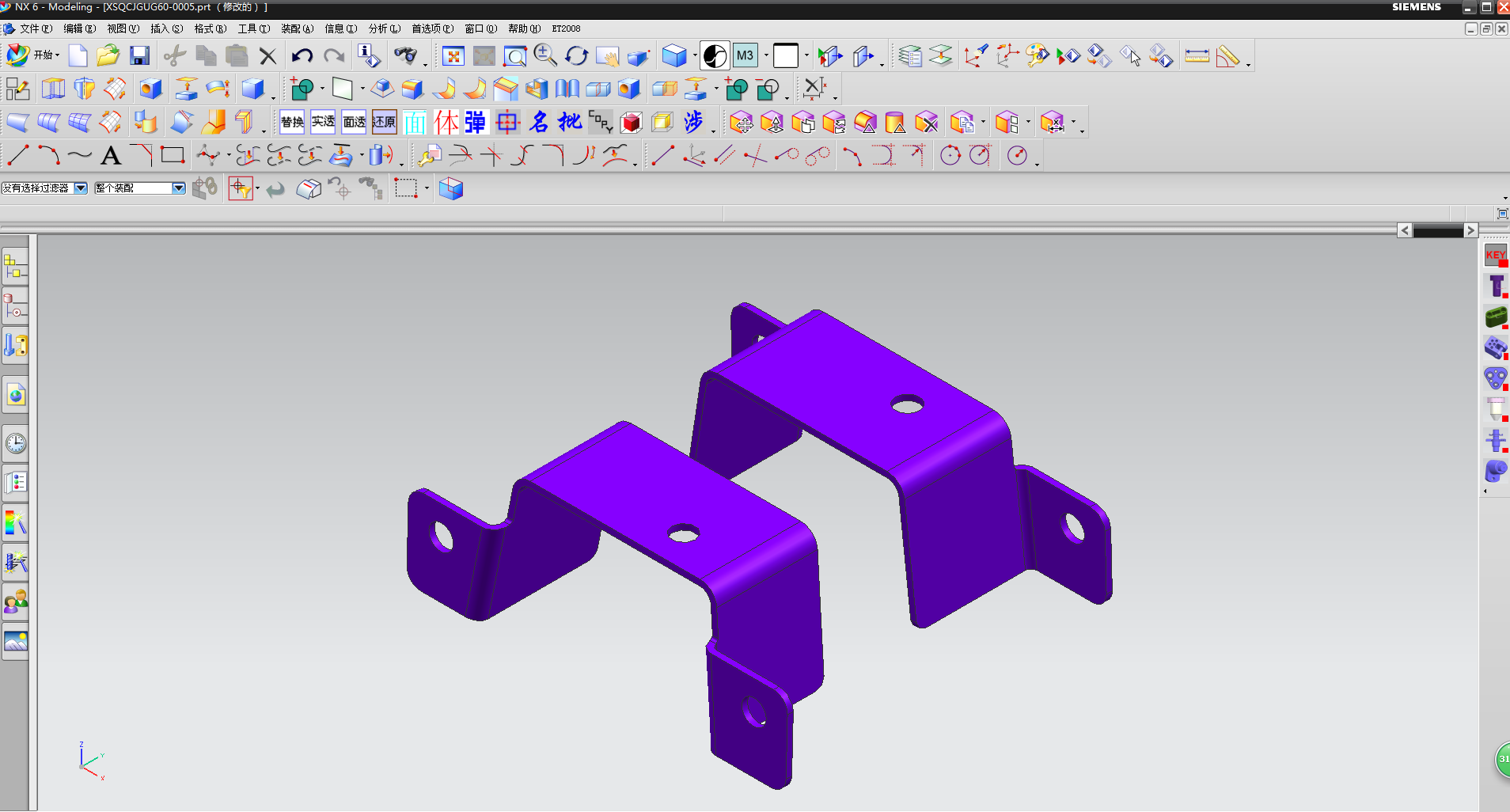
1,产品最大外形尺寸为228.00 mm x 107.30 mm x 29.40 mm,塑件平均胶位厚度1.30 mm,塑件材料为MBS,缩水率为1.004,塑件质量为37克。塑件技术要求为不得存在披峰、注塑不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹、气泡等各种缺陷。本文以通道盖板为例,介绍针阀式绝热流道注塑模设计要点。
从图1可以看出,塑件为扁平的造型,一侧有翻边,此处需要设计滑块。通道盖板为打印机外观零件,其表面外观要求较高,多采用热流道模具成型。
塑件材料为MBS,俗称透明ABS.。ABS材料为丙烯晴、苯乙烯、丁二烯三元共混而成的材料。将ABS材料的丙烯晴更换为聚甲基丙烯酸甲酯(PMMA,有机玻璃,亚克力),ABS就成了MBS,材料也就具备了透明性。MBS除了透明之外,其余性能与ABS接近。
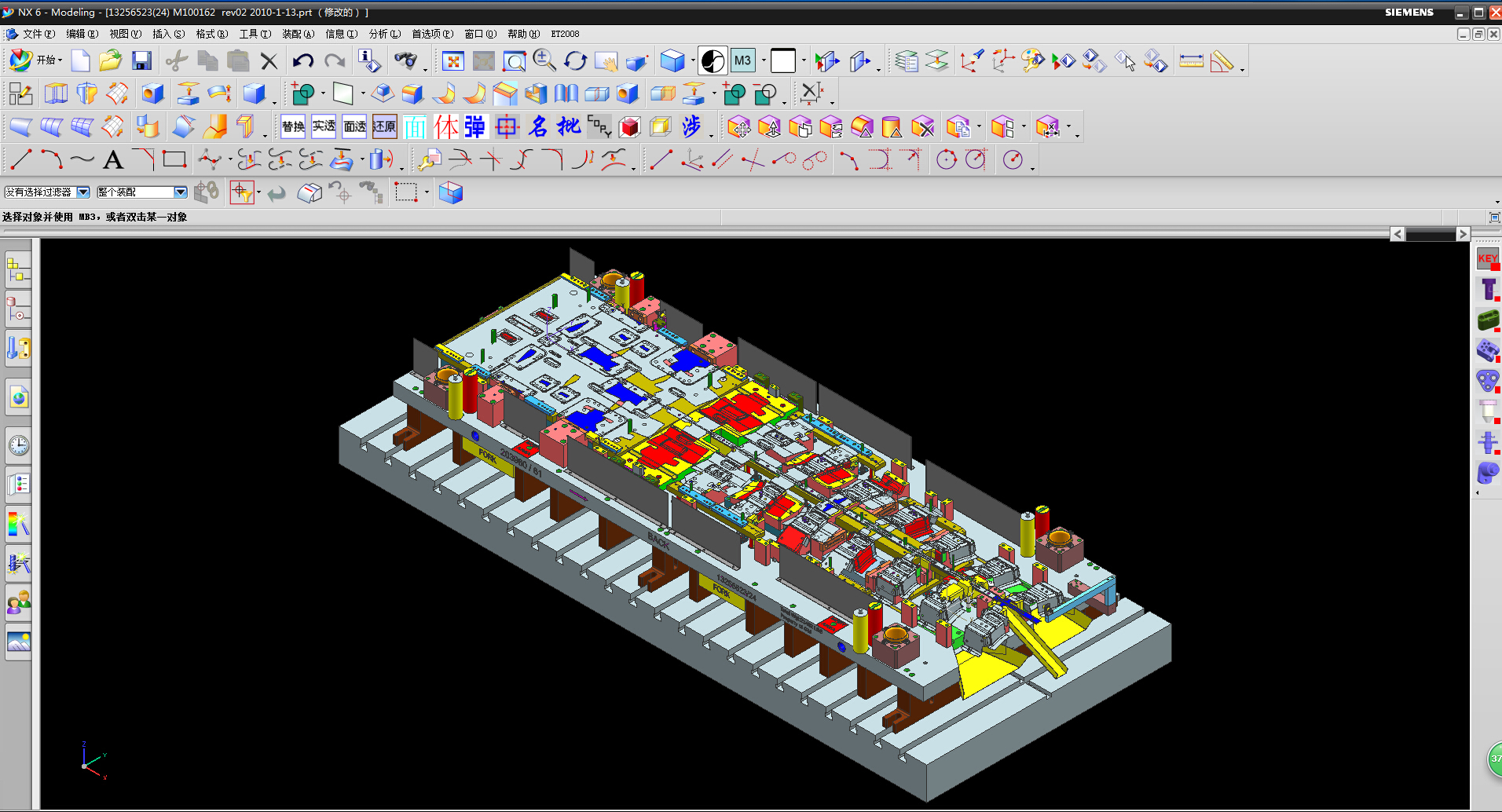
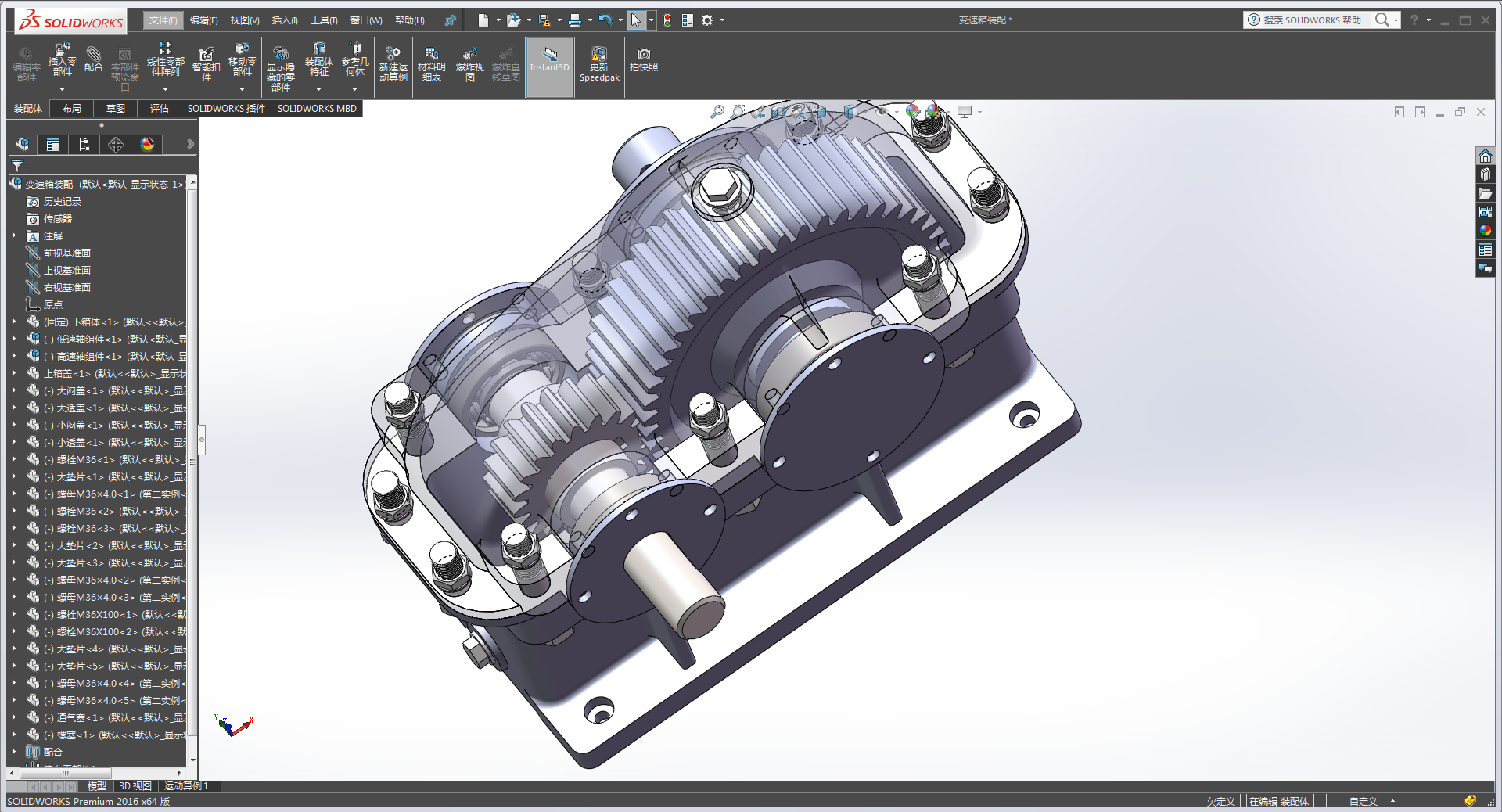
塑件尺寸较大,模具型腔排位为1出2. 模胚为非标模胚5065,主要是码模方式不同。日本模具的码模方式与国内略有不同,对于大型模具,为了增加模具的码模安全可靠,增加模具注塑稳定性。采用V型槽与螺栓相结合的码模方式。V型槽开在模具地侧,与注塑机上的V型块相配合。模具设计图见图2.面板与底板各加4个螺栓孔,拧在注塑机的模板上。
前后模仁尺寸较大,分开两件加工,并用挤紧块定位和安装。型腔排位时,需要将塑件有滑块的一侧分别设计在模具天地两侧。模具的进胶方式为一个热嘴在模具中间分流道进胶,这种分流道的单个热嘴,实质为绝热流道。熔融塑料自热嘴流出后,进入分流道,通过两个侧浇口进入塑件。
打印机外壳塑件正反两面均为外观件,因此,不能有明显的顶出痕迹。因此,在塑件边缘设计3个顶块,一个直顶和一个斜顶。
模具冷却为定模设计直通运水,构成3个U形回路。动模为直通运水和水塘相结合的冷却方式。
针阀式喷嘴通过阀针使浇口实现机械闭合。常见的针阀式浇口见图3所示,(a)为带浇口套针阀式热嘴,塑件表面除了阀针印迹,还有一个较大的同心圆痕迹。(b)为不带浇口套针阀式热嘴,塑件表面只有阀针印迹。(c)为带浇口套针阀式大型热嘴,浇口印迹与(a)相同。(d)(e)均为带加长浇口套的热嘴,加长部分可以根据塑件形状截短或加工成适合塑件的形状。(f)为浇口套端面加工成浅球面以利塑料流动。
阀针头部几何参数直接影响到注塑件质量。阀针关闭方式见图4所示。浇口与阀针的配合形状有锥形和圆柱形两种。锥形配合如图(a)和(c)所示。阀针与浇口锥形配合时需要注意,二者不能具有相同的锥度,也就是说二者的斜面不可完全贴合,二者接触应为线接触,便于阀针穿过浇口,将多余的熔融塑料从接触线后面的狭长间隙挤向后方。如果二者的角度相同,阀针就会将塑料挤向浇口之间的间隙,阀针也难关闭,如果加大阀针关闭力,就会压溃浇口部位,损坏模具。浇口的锥度要大于阀针的锥度。浇口锥度一般取36゜~40゜度,阀针锥度为22゜~38゜度。
学智能制造热门技术,就来东莞市横沥潇洒职业培训学校,政府智能制造人才定点培养基地,入学签订推荐就业协议,在校期间双师型教师手把手授课,实训实战练就真技术,毕业时定向企业直接上岗,让你无后顾之忧!