资深老师分享塑胶模具设计斜顶的设计方法
斜顶与行位一样,也用于产品的扣位成型中,但斜顶常用于产品内部较短距离扣位的抽芯
东莞潇洒职业培训学校开设课程有:学历提升、数控编程培训、塑胶模具设计培训,压铸模具设计培训、冲压模具设计培训,精雕、ZBrush圆雕培训、Solidworks产品设计培训、pro/E产品设计培训、AutoformR7工艺分析培训,潇洒职业培训学校线下、线上网络学习方式,随到随学,上班学习两不误,欢迎免费试学!
联系方式:18029180991(微信同号)QQ:3461766451
地址:东莞市横沥镇新城工业区兴业路121号
一、斜顶的设计原则
1.根椐产品的扣位确定斜顶角度,一般为30——120 抽芯距一般大于产品扣位3mm。
2.根据斜顶宽度及斜顶所在产品上的位置(主要看有无干涉、斜顶上胶位面落差否很大)来确定斜顶的厚度,一般不小于6.0mm。
3.根据斜顶的长、宽、高来确定其导滑槽的形式。
4.斜顶的导滑部分应开设油槽,后模仁部分的的斜度有效管位应大于20mm以上,否则应做其他机构辅助导向。
5.斜顶杆的材质应采用优质耐磨材料,或做特殊处理(如氮化处理)。
6.对于斜顶被胶位所包紧的产品,在顶出时会由于包紧力的作用,产品会跟斜顶的运动方向走动,影响产品的取出,针对这种情况,可采用在顶针上做一圈胶位,在顶出时可起到定位作用,但需取得客户同意,且顶针直径需大于8mm以上。
7.当斜顶在抽芯方向的型腔构成面低于水平面时,此时固定座的滑道亦需做成低于水平面的斜度,角度大小与斜顶在顶出行程与产品表面构成的斜度相同。
二、斜顶的种类
1.整体式;适合产品大而深,倒勾行程大的产品
2.两段式:产品倒勾行程不大,产品高度不深,用两段式在后模和顶针板占用面积小、不会使各斜顶产生干涉。

3.分体式斜顶:对于大型的斜顶,为了节约材料,便于加工及后续维修,可采用分体式结构

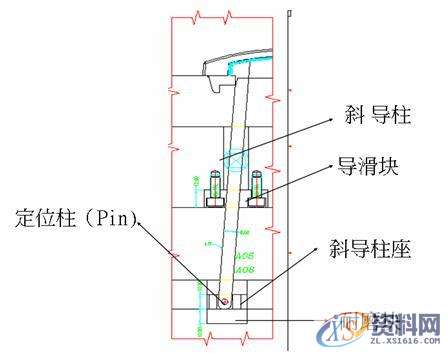
三、导滑板:为了保证斜顶在滑动过程中的导向,在B板底部应设计有斜顶导滑块以确保斜顶在运动中的稳定性。
四、固定座
1.T型座结构:结构简单、加工、安装方便、适合较小型的模具

 粤公网安备 44190002004849号
粤公网安备 44190002004849号