
塑胶模具
2020-08-21今天

1、常用塑胶工程材料及收缩率? ABS:0.5%(超不碎胶) pc:0.5%(防弹玻璃胶) PMMa:0.
2020-08-21今天

1、对塑料制品图及实样的分析和消化 在进行模具设计之前,首先对制品图或实样进行祥细的分析和消化,其内容包括以下几个
2020-08-21今天

UG 修剪命令: Alt + S+ T+ T 修剪体 Alt + S+ T+ D 分割面 Alt + S+ T+
2020-08-21晴天

模具的间隙与所冲压的材料的类型及厚度有关。不合理的间隙可以造成以下问题: (1)如间隙过大,所冲压工件的毛刺就比较大,
2020-08-21晴天

五金冲压模具工艺性质分类: 1 铆接模是利用外力按一定的顺序和方式将参与件连接或重叠成一个整体。 2 成型模
2020-08-21今天

1. 当平移工作坐标系时通过向下按住ALT键,可以执行精确定位。 2. 制图中,可以在线性尺寸上用SHIFT-拖动来创
2020-08-20晴天

2020-08-20今天

制品从注射塑料熔体到最后开模取出,冷却几乎伴随着整个过程。冷却系统的性能直接影响着制品的质量和生产周期,因此,改善模具的
2020-08-20今天

冲压零件有必要具有出色的冲压工艺性,才能以最简略、最经济的办法制作出合格的冲压零件。能够按照以下办法完结冲压件的工艺性剖
2020-08-20晴天

在我们平常工作过程中,时常会遇到客户给到我们的图,由于是软件转换问题,经常会遇到片体情况,以下以一个产品加工的笔为例说明
2020-08-20潇洒职业培训学校 - 春天

本文从生产实际出发,总结了CNC加工过程常见的问题点及改善方式,以及速度、进给量和切削深度三个重要因素在不同的应用范畴如
2020-08-20今天

一.料带布置的设计原则 1.依产品的要求,确定产品在排样时否有纤维方向的要求. 2.依产品展开尺寸大小决定料宽及步
2020-08-20晴天

在目前激烈的市场竞争中,产品投入市场的迟早往往是成败的关键,快的吃市场,慢的被库存吃垮。模具作为高质量、高效率的产品生产
2020-08-20今天

在冲压加工的过程中,经常会出现不退料、不卸料的现象,在日常的冲压生产中总结出发生这种现象的原因主要有以下几种: 1)原
2020-08-20潇洒职业培训学校 - 春天

注塑成型是一门工程技术,它所涉及的内容是将塑料转变为有用并能保持原有性能的制品。注射成型的重要工艺条件是影响塑化流动和冷
2020-08-20今天

1、在设计料带前,一定要了解零件的公差要求,材料性能、冲床吨位、冲床台面、SPM(每分钟冲次)、送料方向、送料高度、模厚
2020-08-20晴天
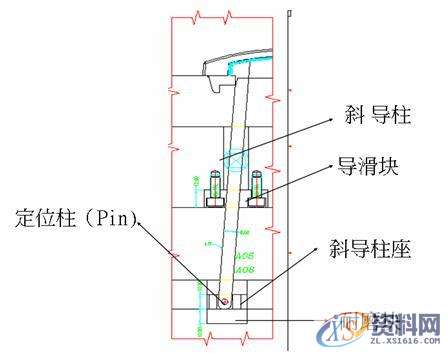
一、斜顶的设计原则 1.根椐产品的扣位确定斜顶角度,一般为30——120 抽芯距一般大于产品扣位3mm。 2.根据斜
2020-08-20潇洒职业培训学校 - 春天

模具分为那几大系统?浇注→顶出→冷却→成型→排气 在做模具设计过程中应注意哪些问题? (1)壁厚尽量均匀一致,脱模斜
2020-08-20晴天

2020-08-20今天

Copyright C 2020 All Rights Reserved 版权所有 智造人才网 粤ICP备16112896号 44190002004849号
地址:东莞市横沥镇兴业路121号 EMAIL:qiufukang2007@163.com
Powered by 广东智造
 粤公网安备 44190002004849号
粤公网安备 44190002004849号